Relative Grade
|
Grade
|
U.K.
|
U.S.A.
|
Russia
|
Standard
|
|
1J22
|
Permendur
|
Supermendur
HiperCo50
|
50КФ
|
GB/T14986-2008
|
Grade and Chemical Composition (see Table 1)
Table
1 Grade and Chemical Composition
|
Grade
|
Chemical Composition (%)
|
|
C≤
|
Mn≤
|
Si≤
|
P≤
|
S≤
|
Cu≤
|
Ni≤
|
Co
|
V
|
Fe
|
|
lJ22
|
0.04
|
0.30
|
0.30
|
0.020
|
0.020
|
0.20
|
0.50
|
49.0~51.0
|
0.80~1.80
|
Balance
|
Physical Property (see Table2 & Table3)
Table2
Physical Property
|
Grade
|
Resistivity /(μΩ・m)
|
Density
/(g/cm3)
|
Curie point
/°C
|
Magnetostriction
Cofficient/(×l0-6)
|
Tensile Strength
/MPa
|
|
Unannealed
|
Annealed
|
|
1J22
|
0.40
|
8.20
|
980
|
60~100
|
1325
|
490
|
Table 3 Magnetic Property
|
Grade
|
Forms
|
Magnetic Flux Density At Different Magnetic Field
Strength
|
Coercivity /Hc/(A/m)≤
|
|
B400
|
B800
|
B1600
|
B2400
|
B4000
|
B8000
|
|
T
|
|
≥
|
|
1J22
|
Cold Rolled strips
|
1.70
|
1.90
|
2.00
|
2.10
|
2.20
|
2.25
|
110
|
|
Wires,
Rods,Forgings,Billets
|
1.60
|
1.70
|
1.80
|
2.05
|
2.15
|
2.20
|
144
|
Description:
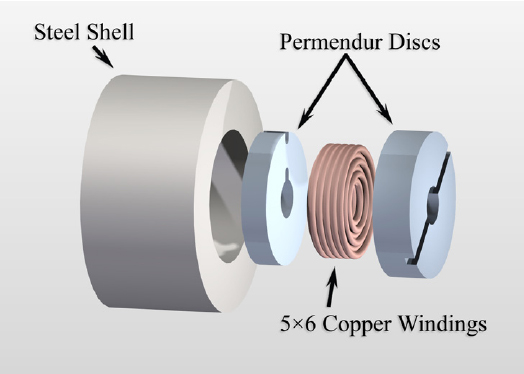
Hiperco 50A alloy is a soft magnetic alloy which has been used primarily as
magnetic core material in electrical core material in electrical equipment
requiring high permeability values at very high magnetic flux densities.The
magnetic characteristics of this alloy permit weight reduction, reduction of
copper turns, and insulation in the end product when compared to other magnetic
alloys having lower permeabilities in the same magnetic field range.
Physical Properties
Specific
gravity.........................................8.20
Density
lb/cu in ................................................... 0.295
kg/cu m ................................................... 8200
Electrical resistivity
ohms c/mf ................................................ 253
microhm-mm ........................................... 420
Mean Coefficient of
Thermal Expansion
|
Temperature
|
Coefficient
|
|
68°F to
|
20°C to
|
10(-6)/°F
|
10(-6)/°C
|
|
392
752
1112
1472
|
200
400
600
800
|
5.28
5.61
5.83
6.28
|
9.5
10.1
10.5
11.3
|
Curie Temperature
°F ........................................................... 1710
°C ............................................................ 932
Saturation induction at
H = 250 oersteds(kilogausses) .................. 23
H = 19.9 at/m(Telsa) ................................ 2.3
Saturation magnetostriction
change in unit length x 10(-6) .................. 60
Workability
Machinability
The following charts include typical machining parameters used to machine
Hiperco 50A alloy. The data listed should be used as a guide for initial
machine setup only.
|
High Speed Tools
|
|
Turning-
Single Point
And Box Tools
|
High Speed Tools
|
SFPM
IPR
|
25-30
.003-.010
|
|
Carbide Tools
|
SFPM
IPR
|
70-90
.020-.007
|
|
Turning
And
Forming
Tool Width
|
Cut-Off
Tool
Width
|
1/16"
|
SFPM
IPR
|
25
.001
|
|
1/8"
|
SFPM
IPR
|
25
.002
|
|
1/4"
|
SFPM
IPR
|
25
.003
|
|
Form
Tool
Width
|
1/2"
|
SFPM
IPR
|
25
.004
|
|
1"
|
SFPM
IPR
|
25
.0025
|
|
1-1/2"
|
SFPM
IPR
|
25
.002
|
|
Drilling
|
Drill
Dia.
|
3/8"
|
SFPM
IPR
|
30
.005
|
|
3/4"
|
SFPM
IPR
|
30
.010
|
|
Reaming
|
Under 1/2"
|
SFPM
IPR
|
65
.005
|
|
Over 1/2"
|
SFPM
IPR
|
65
.010
|
|
Die Threading
|
T.P.I
|
3-7
|
SFPM
|
8
|
|
8-15
|
SFPM
|
10
|
|
Over 16
|
SFPM
|
15
|
|
Tapping
|
T.P.I
|
3-7
|
SFPM
|
6
|
|
8-15
|
SFPM
|
7
|
|
16-24
|
SFPM
|
11
|
|
Over 25
|
SFPM
|
15
|
|
Milling
|
SFPM
IPR
|
20-35
.001-.005
|
|
Broaching
|
|
SFPM
|
8-15
|
|
Chip Load
|
IPT
|
.002
|
When using carbide tools, surface speed
feet/minute (SFPM) can be increased between 2 and 3 times over the high speed
suggestions. Feeds can be increased between 50 and 100%.
Figures used for all metal removal
operations covered are average. On certain work, the nature of the part may
require adjustment of speeds and feeds. Each job has to be developed for best
production results with optimum tool life. Speeds or feeds should be increased
or decreased in small steps.
Heat Treatment
When selecting a
heat treating temperature for the application, two factors should be
considered:
1. For best magnetic soft characteristics,
select the highest suggested temperature.
2. If the application requires specific
mechanical properties higher than that produced when employing the highest
temperature, select the temperature that will provide desired mechanical
properties.
As temperature
decreases, magnetic properties become less magnetic soft. Heat treating
temperature for best soft magnetic properties should be 1625°F +/- 25°F (885°C
+/- 15°C).Do not exceed 1652°F(900°C).
The heat treating
atmosphere used must be nonoxiding and noncarburizing. Atmospheres such as dry
hydrogen or high vacuum are suggested. Time at temperature should be two to
four hours. Cool at a rate of nominally 180 to 360°F (100 to 200°C) per hour to
a temperature of least 700°F(370°C), then cool naturally to room temperature
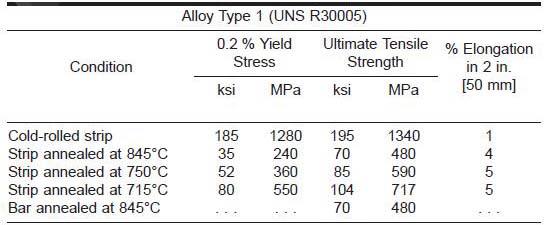
Typical Mechanical Properties
Effect of Heat
Treating Temperature on Hardness - Hiperco 50A alloy
|
Temperature
|
Hardness Rockwell B
|
|
°F
|
°C
|
|
1558
1598
1625
1692
|
843
870
885
925
|
94
89
97
92(poor magnetic properties)
|
Specification:
Sheet/Plate, Bar/Rod/Coil
Size Range:
*Sheet---thickness 0.10mm~0.50mm, width:10.0~210.0mm,Condition: cold rolled,
bright
*Plate---thickness 3.5mm~40.0mm,width:≤300mm,Condition: cold rolled, hot rolled
*Bar---Dia 8.0mm~Dia 32.0mm,length:≤2000mm,Condition:hot rolled,burnished
Dia 32.0mm~Dia
150.0mm,length:≤1000mm,Condition:hot forging,peeled, turned
Note: we could do any other
products with specified technical standard, say,
ASTM,SAE,DIN,S.E.W.,JIS,ISO,IEC,NF,BS,ΓОСТ.PLS contact us for more information:
Tel: +86-29-89396652 or e-mail us at: Sales@xaleipeng.com